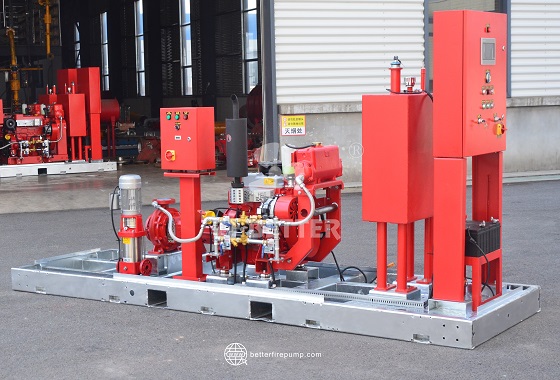
1. Modular structural design enhances space utilization
This diesel-powered fire pump set adopts a modular integrated structural design, compactly integrating key components such as the diesel engine, water pump, control system, piping system, and vibration-damping platform onto a single base. This not only simplifies the installation process but also significantly reduces the required floor space. Traditional fire pump systems often suffer from space wastage due to scattered components and improper layout. This product, however, achieves functional complementarity and operational synergy among systems through rational modular layout, making it suitable for space-constrained environments such as high-rise buildings, industrial parks, and tunnels. It offers convenient installation and ample maintenance space. The modular design also supports quick replacement and upgrading of modules, enhancing post-installation maintenance efficiency and the sustainability of the equipment's lifecycle.
2. High-performance diesel power ensures reliable operation under extreme conditions
As the core drive unit, the pump system is equipped with a high-output diesel engine from a renowned brand, featuring excellent cold-start performance and robust continuous power supply capability. Even in power outages, low temperatures, or harsh weather conditions, it ensures stable operation of the fire protection water supply system. The diesel power system offers high thermal efficiency and fuel economy, significantly reducing long-term operational costs. More importantly, the product achieves load regulation and fuel injection optimization through an intelligent fuel control system, maximizing combustion efficiency and extending continuous operation time. This makes it particularly suitable for remote areas, oil depots, airports, and other locations with extremely high requirements for power supply stability.
3. Intelligent control panel for more convenient operation and maintenance
The pump set is equipped with an advanced fully automatic intelligent control panel featuring a multifunctional integrated display and control system, including water pressure monitoring, oil temperature alarms, start logic, and historical data storage functions. Operators can initiate pump set startup and shutdown operations via one-button start or remote control, significantly enhancing operational convenience. The fault alarm system provides multi-level interlock protection, providing real-time feedback on operational status to prevent system interruptions caused by misoperations or faults. It also supports an RS485 communication interface, enabling seamless integration with building fire protection systems or remote monitoring platforms to meet the integrated management requirements of smart buildings.
4. High-efficiency hydraulic pump body for stable water supply and enhanced firefighting efficiency
The core pump body employs an optimized high-efficiency hydraulic centrifugal pump with smooth flow channels and strong cavitation resistance, effectively enhancing head and flow rate. The pump body is made of high-strength ductile iron or stainless steel, offering excellent corrosion resistance and wear resistance, ensuring long-term stable operation even in high-hardness water or corrosive liquids. Dynamic and static balance testing ensures the impeller operates smoothly without vibration at high speeds, effectively reducing bearing wear and extending the service life of the entire unit. The sealing system features multi-level leak-proof design to prevent leaks during pump operation, enhancing overall operational safety and water supply reliability.
5. Integrated vibration-damping base effectively reduces operational noise and vibration
The fire pump set features a welded steel structure integrated base, equipped with high-performance spring vibration-damping pads and damping isolation devices to effectively isolate vibration transmission between the engine and the ground, significantly reducing operational noise and structural vibration. This design is particularly suitable for projects with high requirements for quiet operational environments, such as hospitals, data centers, and residential buildings. The vibration isolation system also prevents foundation settlement and equipment displacement caused by long-term operation, ensuring stable and fixed operation of the pump set over extended periods. Compared to traditional split-type pump sets, this design extends equipment lifespan and reduces maintenance frequency.
6. Intelligent control system enhances operational convenience and management efficiency
Intelligentization has become a trend in the development of modern industrial equipment. This diesel-powered fire pump set is equipped with an advanced smart control system featuring functions such as automatic start/stop, real-time parameter monitoring, remote control, and fault warning. Through the human-machine interface and remote communication module, operators can monitor equipment status in real time, promptly perform maintenance and scheduling, significantly improving emergency response speed and management efficiency. Additionally, the system supports multiple startup modes, including manual, automatic, and remote startup, enabling flexible adaptation to various application scenarios and enhancing system adaptability. The intelligent control system also supports data export and remote diagnostics, facilitating maintenance record analysis and fault tracing management for enterprises, thereby creating a truly efficient and reliable smart fire protection solution.
7. Stable performance under harsh conditions
To withstand high temperatures, humidity, dust, and other complex environmental conditions, this diesel engine fire pump set features thickened steel plates and a high-strength structural design, offering exceptional seismic resistance, corrosion resistance, heat resistance, and sealing performance. The entire unit has passed multiple high-standard tests, including continuous high-load operation tests, high/low-temperature shock tests, and salt spray tests, ensuring stable water supply even under the most extreme climatic conditions. Its diesel engine power system uses environmentally friendly engines with low fuel consumption and emissions, featuring high starting performance and sustained operation capability, making it suitable for high-demand environments such as industrial zones, petrochemical storage facilities, and high-altitude mountainous areas, fully ensuring the reliable operation of the fire protection system.
8. Rapid deployment and simplified installation reduce project timelines
One of the significant advantages of the modular integrated design is the drastic reduction in installation and commissioning time. The product is fully system-integrated and performance-tested before leaving the factory, requiring only simple connections of pipes, cables, and foundation mounting on-site for rapid deployment. The entire installation process is highly controllable, making it suitable for time-sensitive fire protection projects. Standardized modules can also be customized to meet different customer needs, making them suitable for various emergency water supply systems, urban high-rise buildings, underground spaces, airports, and rail transit systems in complex environments. This deployment model effectively reduces construction difficulty and coordination costs, significantly improving project implementation efficiency and providing users with a valuable time advantage.
9. Energy-saving and environmentally friendly concepts integrated throughout the design process
From the outset of design, this diesel-powered fire pump set incorporated green and energy-saving concepts. The selected diesel power source features high energy efficiency and emission control capabilities, with fuel utilization rates exceeding 30%, resulting in significant operational cost savings compared to traditional products. The pump's hydraulic system is optimized to reduce hydraulic losses and friction resistance, further enhancing overall energy efficiency. Additionally, the unit's operational noise is controlled within reasonable limits, complemented by soundproofing enclosures and vibration-damping structures to meet urban environmental noise standards. The overall structure strictly adheres to environmental standards in material selection and coating processes, helping enterprises build energy-efficient, low-carbon, and safe modern fire protection systems.
10. Enhanced market competitiveness through broad applicability across multiple industries
Thanks to its modular, intelligent, and highly reliable design, this diesel-powered fire pump set has been widely applied in industrial parks, energy bases, municipal infrastructure, port logistics, hospitals, schools, and other fields. It not only meets traditional building fire protection requirements but also adapts to fire protection system upgrades in modern high-density, intelligent scenarios. The product has obtained multiple certifications, complies with GB and other fire protection industry standards, and possesses comprehensive qualifications to enter domestic and international engineering markets. Its flexible system configuration, stable performance, and excellent cost-effectiveness enable it to stand out in the highly competitive market, making it a reliable choice for modern emergency water supply and fire protection systems.
The modular integrated design of the diesel-powered fire pump unit achieves comprehensive breakthroughs in structural layout, control systems, operational efficiency, adaptability, and environmental standards. Its efficient and reliable system integration capabilities provide a new solution for modern fire protection engineering. In real-world applications across multiple industries and scenarios, it consistently demonstrates exceptional performance, making it a crucial core component for constructing safe, intelligent, and efficient emergency water supply systems. As urban development and fire safety requirements continue to evolve, this product will undoubtedly continue to unlock its technical and application value in broader markets.