1. Diesel Power System Ensures Independent and Reliable Operation
Industrial-grade diesel fire pumps use high-performance diesel engines as their power core, eliminating reliance on external power systems and allowing for normal operation even during power outages or instability. This characteristic makes them particularly suitable for remote areas or industrial scenarios with extremely high power supply reliability requirements. Diesel engines offer advantages such as high torque and strong load adaptability, enabling continuous and stable power output under high-intensity operating conditions. This ensures that the fire pump is unaffected by external factors at critical moments, providing continuous and reliable water support for firefighting operations.
2. High Flow Rate Output Meets High-Intensity Firefighting Needs
Industrial fires often require a large volume of water for continuous suppression. This equipment, through optimized hydraulic design, achieves a high flow rate output. Whether in large tank farms or vast factory areas, the fire pump can quickly deliver large volumes of water to the fire scene, effectively covering a wider area. The high flow rate not only rapidly reduces the fire temperature but also enhances firefighting efficiency, prevents the fire from spreading, and provides stronger support for firefighters.
3. High Head Design Adapts to Complex Water Supply Environments
In large industrial facilities, fire-fighting water supply often involves long-distance transportation or high-level water supply needs. This equipment possesses excellent high head performance, enabling stable water delivery to distant or high-altitude areas, ensuring sufficient pressure support for the entire fire protection system. Whether in elevated pipe networks or multi-story industrial structures, this fire pump maintains stable pressure output, avoiding reduced firefighting effectiveness due to insufficient pressure.
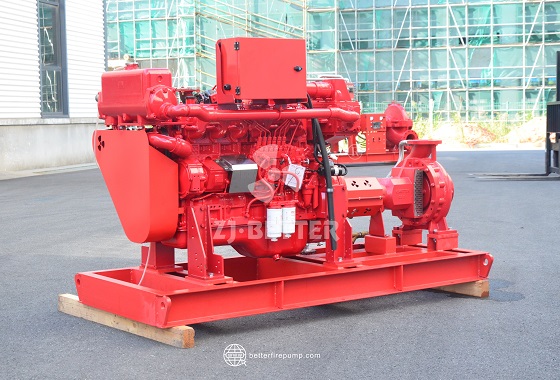
4. Skid-Mounted Integrated Structure Improves Installation Efficiency
The equipment adopts a skid-mounted integrated design, integrating the diesel engine, water pump, control system, and piping components onto a unified base, with overall commissioning completed before delivery. On-site installation only requires foundation connections, significantly reducing construction time and installation difficulty. This structure not only facilitates transportation but is also suitable for projects requiring rapid deployment, such as temporary industrial facilities or expansion projects, greatly improving project implementation efficiency.
5. Automated Control System Enhances Operational Intelligence
This fire pump equipment is equipped with an advanced automatic control system, enabling automatic start-up, operation monitoring, and fault alarm functions. When system pressure drops, the equipment automatically starts to restore water supply without manual intervention. Simultaneously, the control system collects operational data in real time, helping managers monitor equipment status and improving system controllability and safety. This intelligent management method significantly reduces the risk of human error.
6. Multiple Safety Protection Mechanisms Ensure Equipment Stability
To ensure safe operation of the equipment under various working conditions, the system is equipped with multiple protection functions, including overload protection, low oil pressure protection, high temperature protection, and overspeed protection. Upon detecting any anomalies, the system immediately issues an alarm and takes corresponding measures to prevent equipment damage or escalation of the accident. These protective mechanisms provide multi-layered safety guarantees, ensuring stable and reliable operation over long periods.
7. Durable Design for Harsh Industrial Environments
Industrial environments are complex and may contain adverse factors such as high temperatures, dust, and corrosive gases. This equipment is manufactured using high-strength materials and anti-corrosion processes, possessing excellent environmental resistance. Key components undergo special treatment to resist harsh environmental corrosion, ensuring long-term stable operation. This durability makes it particularly suitable for demanding applications in petrochemical, power, and mining industries.
8. Continuous Operation Capability Supports Prolonged Firefighting Operations
In major fire accidents, the firefighting process often lasts for extended periods, placing extremely high demands on the equipment's continuous operation capability. This fire pump, through optimized power matching and cooling system design, can operate stably under high loads for extended periods without performance degradation. A continuous and stable water supply provides a solid guarantee for firefighting operations, effectively enhancing the overall emergency response capability of the fire protection system.
9. Convenient Maintenance Reduces Operating Costs
The equipment is designed with maintenance needs in mind, featuring a rational layout of key components for easy daily inspection and maintenance. Commonly used wear parts are easy to replace, reducing downtime. The system also has a self-diagnostic function, enabling rapid problem location and improving maintenance efficiency. By reducing maintenance difficulty and frequency, long-term operating costs are effectively reduced, making the equipment more economically valuable throughout its entire lifecycle.
10. Widely Used in Critical Industrial Sectors
Industrial-grade diesel fire pumps are widely used in petrochemical, power, steel manufacturing, large-scale warehousing, and port facilities. In these scenarios, the equipment serves not only as the primary fire water supply system but also as a backup system. Its high reliability and strong adaptability enable it to meet the fire protection needs of different industrial environments, providing comprehensive safety assurance for critical facilities.
Industrial-grade diesel fire pumps, with their independent operation capability, high flow rate and high head output, and excellent durability, play an irreplaceable role in industrial fire protection systems. Their high efficiency in handling complex working conditions and sudden fires provides a solid guarantee for the safe operation of critical facilities. As industrial safety standards continue to improve, this type of high-performance fire-fighting equipment will continue to be an important support for modern fire protection systems, building a safer and more reliable protection system for various industrial scenarios.