1. Customized design for explosion-proof scenarios
One of the biggest advantages of this equipment is that its overall structure and components are manufactured using explosion-proof standards. The engine, electronic control system, pump body, piping connections and sensors are all certified as explosion-proof, allowing safe operation in potentially explosive gases or vapors and effectively eliminating secondary disasters caused by sparks and electric arcs.
2. Highly reliable diesel power system
The fire pump adopts industrial-grade heavy-duty diesel engine as the core power, which has the stable characteristics of high torque output, high temperature resistance, and can run continuously for more than 24 hours. It is also equipped with automatic cooling system, low oil pressure alarm, over-temperature alarm and other functions to ensure stable operation under extreme conditions.
3. Independent explosion-proof electric control cabinet
The pump group is equipped with explosion-proof electric control cabinet, which adopts double-isolation safety design and can realize remote/local manual start/stop, fault alarm, automatic inspection and other functions. The control cabinet has IP65 or above protection level, water and dust resistance, which ensures the stable operation of key control equipment in the hazardous area.
4. Quick start and automatic switching mechanism
In an emergency, the response time determines the fire-fighting efficiency. The pumping unit adopts high sensitivity starting module and electronic control self-test program, the starting time is controlled within 15 seconds, and can be automatically switched with the main / standby power system to ensure that no power can still be immediately put into use.
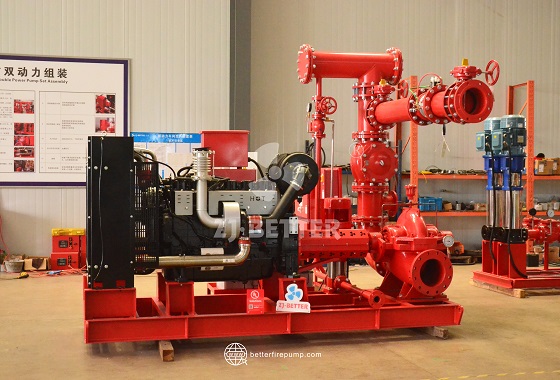
5. High-efficiency pump system
The pump body is made of high-strength ductile iron, with excellent corrosion resistance and high-pressure output capability. Adopting single-stage or multi-stage centrifugal design, the pump can be customized with different head and flow rate according to customer's demand, which ensures high efficiency of water transmission and fire-fighting in complex application scenarios.
6. Multiple safety protection mechanisms
The unit is equipped with multiple sensors such as oil pressure sensor, water temperature sensor, vibration detection, explosion monitoring, etc. With the explosion-proof alarm device, once the equipment is running abnormally, it will send out an alarm immediately and shut down automatically, so as to prevent secondary disasters from happening.
7. Flexible installation and modular structure
The product adopts modularized base design, which can be flexibly integrated into different scenarios such as ground, container or explosion-proof vehicle platform. All interfaces and mounting points have been standardized to support rapid assembly and disassembly, significantly shortening the construction cycle.
8. Perfect testing and certification process
Every set of explosion-proof diesel fire pump needs to pass full load operation test, explosion-proof performance test, hydraulic strength test and EMC electromagnetic compatibility test before leaving the factory to ensure that it meets the international standards, and third-party certification report can be provided according to customer requirements.
9. Especially suitable for high-risk industry scenarios
The product is especially suitable for petroleum refining, chemical warehousing, natural gas processing, tank farms, hazardous chemical terminals, battery storage stations and other environments where combustible gases or dusts exist, which can truly realize “security in danger and stable guard in fire”.
10. Customizable solutions to meet different needs
We provide a full set of customization services, including flow and head parameters, pump type selection, explosion-proof grade, electronic control logic, anti-corrosion coating, etc., to ensure that each piece of equipment can accurately match the actual needs of the site, to provide customers with the most cost-effective solutions.
Explosion-proof diesel fire pump is not only a set of fire-fighting equipment, but also the lifeblood of safety in petrochemical and high-risk industries. With its multi-dimensional advantages of high reliability, excellent protection and flexible customization, it provides customers with fire protection solutions in high-risk scenarios, and is a “guardian” in the true sense of the word. In a dangerous environment, choosing a stable, efficient, explosion-proof diesel fire pump is choosing safety, confidence and security.