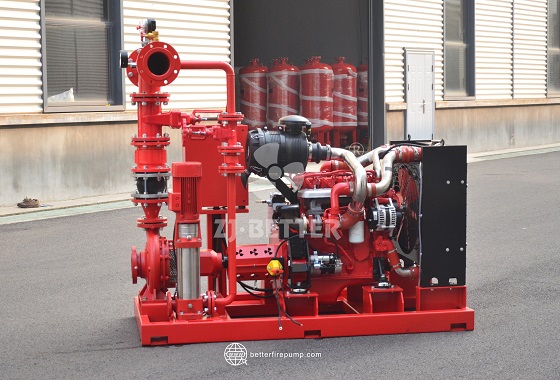
1. Modular skid-mounted structure for more efficient installation
This product adopts a factory-preassembled integrated skid-mounted design, integrating core components such as the diesel engine, end-suction pump, coupling, base, and intelligent control cabinet onto a robust base. The system is tested before delivery, and users only need to position it on-site, connect the piping and cables, and it is ready for operation. This “plug-and-play” design significantly reduces project construction timelines and minimizes installation errors, making it particularly suitable for applications with tight schedules or limited space, such as underground machine rooms, equipment floors in high-rise buildings, and petrochemical zones. Additionally, the modular design facilitates future maintenance and component replacement, effectively lowering lifecycle operational costs.
2. Robust power performance, compatible with various operating conditions
The ZJ-BETTER skid-mounted diesel fire pump system is equipped with high-performance diesel engines (optional brands include Cummins, Yuchai, Weichai, and other leading domestic and international brands), featuring robust power, stable torque output, and strong overload capacity. It can quickly respond to fire alarms and activate the pump group for water supply. The system design accounts for extreme conditions such as high altitudes, high temperatures, and low temperatures, ensuring stable output even in harsh environments. The engine is equipped with multiple alarm protection mechanisms, including oil pressure, water temperature, RPM, and fault self-diagnosis, ensuring the safety and reliability of the system throughout its operation.
3. Efficient end-suction pump design enhances water supply efficiency
The system utilizes a single-stage end-suction centrifugal pump optimized through CFD design, featuring high flow rate, high head, and superior cavitation performance. Its unique hydraulic model and large-diameter volute structure achieve greater flow output at low energy consumption, significantly improving overall water supply efficiency. The end-suction pump is connected to the diesel engine via a high-strength elastic coupling, resulting in low vibration, low noise, and smooth operation. The pump body is made of corrosion-resistant cast iron or stainless steel, suitable for various water quality environments, ensuring stable operation of the equipment during long-term use.
4. Integrated intelligent control system
The product comes standard with an integrated intelligent control cabinet, featuring self-starting, self-testing, self-diagnosis, and remote communication functions. It is compatible with various control signal inputs and communication protocols (such as Modbus, RS485, etc.), enabling seamless integration with building fire protection automation systems or cloud platforms. The control panel features an LCD touchscreen or button-based interface, allowing users to view real-time pump group operational status, parameter curves, and historical data via the panel or remote terminal, thereby enhancing the system's intelligent management capabilities.
5. Supports remote monitoring and remote fault alarms
By integrating an IoT module, users can remotely monitor the fire pump group via computers, tablets, or mobile apps, including operational status, speed, alarm codes, and historical data retrieval. Additionally, when the equipment encounters abnormal conditions such as low oil pressure, high water temperature, or startup failure, the system automatically sends alarm notifications via SMS or app push notifications, promptly alerting maintenance personnel to intervene. This feature significantly improves the management efficiency and response speed of the pump set, particularly suitable for distributed sites, unmanned data centers, and nighttime operation scenarios.
6. Compatible with multiple startup modes to enhance emergency response
The equipment supports multiple startup methods, including automatic startup, remote startup, manual panel startup, and backup mechanical emergency startup, to meet fire protection requirements in various scenarios. For example, when a fire signal is received or the pressure sensor detects a drop in system pressure, the pump group can be automatically activated; in the event of a main controller failure, the engine can still be manually started via mechanical switching, ensuring continuous system operation during emergencies.
7. Safe and reliable fuel system supporting prolonged continuous operation
The system is equipped with a high-capacity diesel fuel tank and features anti-leakage, anti-vibration, and fuel level alarm modules, supporting continuous operation for over 2 hours (larger-capacity fuel tanks can be customized to meet different national standards). The fuel system is compactly and reasonably laid out, with a two-stage filter to ensure fuel purity and prevent debris from clogging the injection system. Additionally, all pipe joints use aviation-grade sealing structures to prevent fuel leaks caused by aging or loosening.
8. Compact structure with minimal floor space
This skid-mounted system is designed to maximize on-site space utilization efficiency. By optimally arranging the pump, engine, control cabinet, and piping, the overall equipment footprint is minimized, making it suitable for use in compact machine rooms or existing equipment retrofit scenarios. Users do not need to construct complex foundations or soundproof rooms; the entire unit can be directly installed on a concrete foundation, saving construction and installation costs.
9. Compliant with international standards, suitable for global export
The product complies with multiple international certification standards, including NFPA 20, GB27898, ISO9001, and CE, making it widely applicable to domestic and international engineering projects. The control system, voltage frequency, and interface language can be customized according to the standards of different countries and regions, meeting the export requirements of markets such as the Middle East, Southeast Asia, South America, and Africa. It is an optimal配套product for EPC engineering contractors, trading companies, and government projects.
10. Suitable for various application scenarios, comprehensively enhancing project fire safety standards
This skid-mounted diesel fire pump system can be widely applied in petrochemical storage facilities, ports, power plants, high-rise buildings, airports, hospitals, tunnels, underground parking lots, and other locations requiring high-reliability fire safety measures. Its highly integrated, intelligent, and adaptable design not only enhances the overall fire response speed of the project but also assists customers in smoothly passing fire safety inspections and insurance reviews, comprehensively improving the project's safety standards.
The ZJ-BETTER integrated control diesel fire pump skid-mounted system is the optimal solution in the fire protection equipment field, combining advanced technology, compact structure, and intelligent management capabilities. It not only provides customers with reliable and stable fire protection but also offers robust support for the intelligent management and remote maintenance of fire protection systems. In the future, ZJ-BETTER will continue to drive product upgrades through technological innovation, assisting global users in building safer and more efficient fire protection ecosystems.